| 产品特性:美观 | 焊接方法:激光焊 | 工件类型:散热型材 |
| 焊接工件材质:金属材料 | 能量来源:激光 | 打样周期:1-3天 |
| 加工周期:1-3天 | 年最大加工能力:99999999件 | 年剩余加工能力:99999999件 |
| 设备功率:200-1500W | 加工材料:金属 | 控制系统:电脑控制 |
| 加工方式:全自动焊接 | 加工工艺:激光焊接 |
东莞市锦雄精密五金制品有限公司
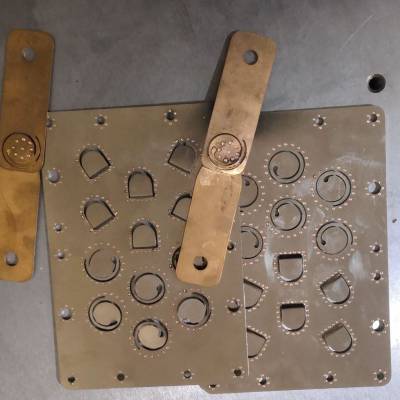
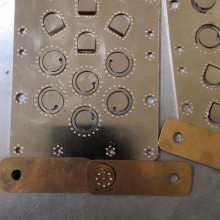
电池汇流排,铜镍片激光点焊,铜镍片穿透焊接,铝镍片穿透焊接
铝合金激光焊接加工,灯框加工焊接,电池汇流排,铜镍片激光点焊
铝合金激光焊接机焊接铝合金产品的六大难:
1、铝合金焊接容易产生气孔;
2、铝合金焊接易产生热裂纹;
3、焊缝线膨胀系数大,易导致焊接变形;
4、铝合金焊接接头软化严重,强度系数低,这也是阻碍铝合金应用的障碍;
5、合金表面易产生难熔的氧化膜(A12O3其熔点为2060℃),这就需要采用大功率密度的焊接工艺;
6、铝合金热导率大(约为钢的4倍),相同焊接速度下,热输入要比焊接钢材大2~4倍。 因此,铝合金的焊接要求采用能量密度大、焊接热输入小、焊接速度高的高效焊接方法。